想要了解我們的PE鋼帶增強螺旋波紋管-pe給水管歡迎來廠考察產(chǎn)品嗎��?別錯過這個產(chǎn)品視頻���。它將通過生動的畫面和詳細的解說,讓您對產(chǎn)品有更深入的了解����。
以下是:PE鋼帶增強螺旋波紋管-pe給水管歡迎來廠考察的圖文介紹
CPVC電力管的詳細介紹
送貨上門 優(yōu)選廠家

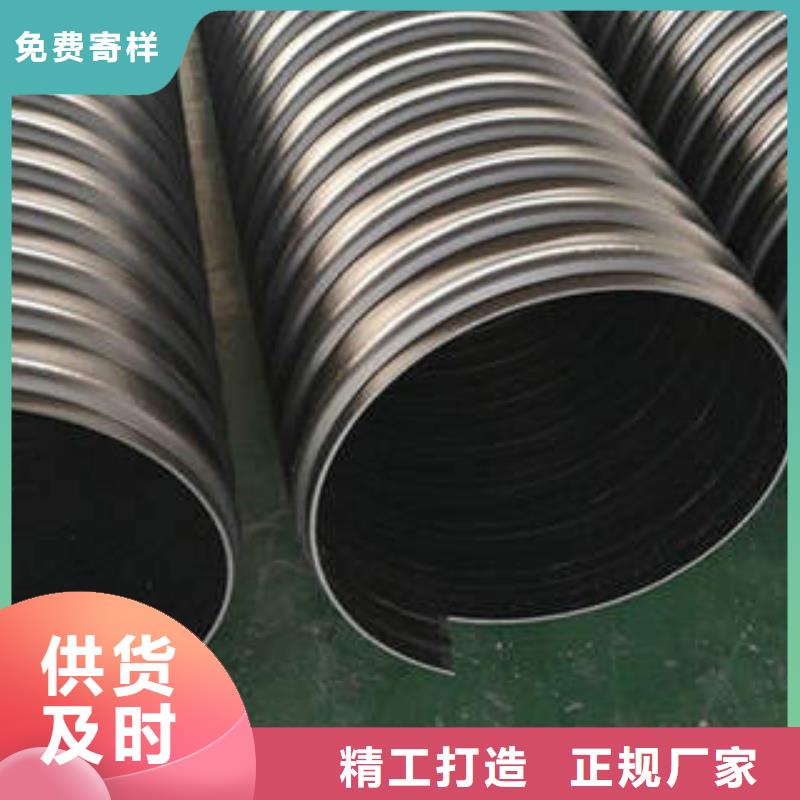
鋼帶增強螺旋波紋管材是以高密度聚乙烯為原料的一種新型輕質(zhì)管材,具有重量輕����、耐高壓、韌性好���、施工快��、壽命長等特點�����,其優(yōu)異的管壁結(jié)構設計�����,與其他結(jié)構的管壁相比�����,成本大大降低��,并且由于連接方便����,可靠,在國內(nèi)外得到廣泛應用�,大量替代混凝土管和鑄鐵管。下面�,就來給大家談談HDPE鋼帶增強螺旋波紋管施工與檢查井連接的具體方法。應仔細檢查在裝卸運輸堆放過程中有無損傷��,如發(fā)現(xiàn)破損裂口、變形等缺陷管材�����,應及時剔除����。宜采用柔性填料密封的柔性接頭�,具體構造按設計要求進行。溝槽槽底凈寬宜按HDPE鋼帶增強螺旋波紋管外徑加0.6m采用���;溝槽開挖時應做好排水措施����,防止槽底受水浸泡����;鋼帶增強螺旋波紋管基礎必須采用砂礫墊層,對一般土質(zhì)地基���,厚度為0.1m;對軟土地基�。
厚度不小于0.2m��,具體做法按設計要求;基礎應夯實�,表面要平整。HDPE波紋管基礎的接口部位應預留凹槽以便接口操作���。凹槽長度宜為0.4m-0.6m�,深度宜為0.05m-0.1m����,寬度宜為管材外徑的1.1倍。槽深不大時�,可由人工抬管入槽,槽深大于3m時�,可用非金屬繩溜管入槽。嚴禁用金屬繩索勾住HDPE鋼帶增強螺旋波紋管兩端管口或?qū)搸г鰪娐菪y管管材自槽邊翻滾入槽內(nèi)��。橡膠圈安裝位置應在插口第二與第三波紋之間槽內(nèi)��,安裝密封圈的數(shù)量視設計要求而定�����,當采用兩只密封圈時建議兩密封圈之間隔一個波紋����;接口前應先將鋼帶增強螺旋波紋管承口插口內(nèi)外表面清理干凈�,在插口套入密封圈�,并在承口內(nèi)工作面和橡膠圈表面涂上潤滑劑(一般用肥皂水即可)。
插入方向為水流方向��,接口完成后����,隨即用相同土質(zhì)把預留凹槽處填筑密實;承插口管安裝應將插口順水流方向���,承口逆水流方向,HDPE鋼帶增強螺旋波紋管管道應直線敷設���,相鄰兩節(jié)管道軸線的允許轉(zhuǎn)角一般不得大于2度�。為防止接口合攏時已排設的鋼帶增強螺旋波紋管管道軸線位置移動��,須采用穩(wěn)管措施���?�?刹捎镁幙棿鼉?nèi)灌滿砂���,封口后壓在已排設鋼帶增強螺旋波紋管管道的頂部��,其數(shù)量視管徑大小而異�����。管道接口后��,應復核管底深度和軸線�����,使其符合要求���,如出現(xiàn)位移、懸浮�����、拔口現(xiàn)象���,應返工處理����。腋角部位(2d角范圍內(nèi))先應用中砂�、粗砂填實����;基礎部位開始到HDPE鋼帶增強螺旋波紋管管頂槽以上0.7m范圍內(nèi)���,必須采用人工回填��;鋼帶增強螺旋波紋管頂0.7m以上可采用機械從管道軸線兩側(cè)�����。同時回填����;槽邊各部位所用回填土質(zhì)�, 壓實度(%)應按設計要求或按CECS2001技術規(guī)程要求�。
出機是在螺桿作用下將熔融塑料通過固定形狀的擠出口擠出,在牽引機作用下經(jīng)水冷定型后切割.主要用于各種相同截面產(chǎn)品的大量持續(xù)生產(chǎn)�����,如管﹨棒﹨異型材等��,鋼帶增強螺旋波紋管生產(chǎn)線�����,也可用于塑料改性造粒.擠出的基本機理很簡單——一個螺桿在筒體中轉(zhuǎn)動并把塑料向前推動。螺桿實際上是一個斜面或者斜坡����,纏繞在中心層上。其目的是增加壓力以便克服較大的阻力����。就一臺擠出機而言,有3種阻力需要克服:固體顆粒(進料)對筒壁的摩擦力和螺桿轉(zhuǎn)動前幾圈時(進料區(qū))它們之間的相互摩擦力�;熔體在筒壁上的附著力;熔體被向前推動時其內(nèi)部的物流阻力��。擠壓系統(tǒng)擠壓系統(tǒng)包括螺桿�����、機筒��、料斗�、機頭、和模具���,塑料通過擠壓系統(tǒng)而塑化成均勻的熔體�,鋼帶增強螺旋波紋管生產(chǎn)線報價。

匠心品質(zhì)
現(xiàn)貨銷售
誠實守信
工廠價格
精品優(yōu)選
靠譜商家









名片")